


本系列系全/半自动周期式作业生产线,主要专供铝铸件、型材大批量固熔、时效热处理,主要工艺流程:装卸料位准备---装料--入固溶炉---固溶热处理---自动出料(分次淬火)---快速淬火机组准备---快速淬火机组将工件(含料架)放入淬火槽内淬火---淬火完成后快速淬火机组上升出淬火槽---自动移料---到装卸料位---检测零件---入时效炉---时效热处理---自动出料---到装卸料位。本系列生产线由卧式固溶炉、水槽及快速淬火机组、装卸料台、卧式时效炉、托辊式传动系统、PLC及计算机控制系统。
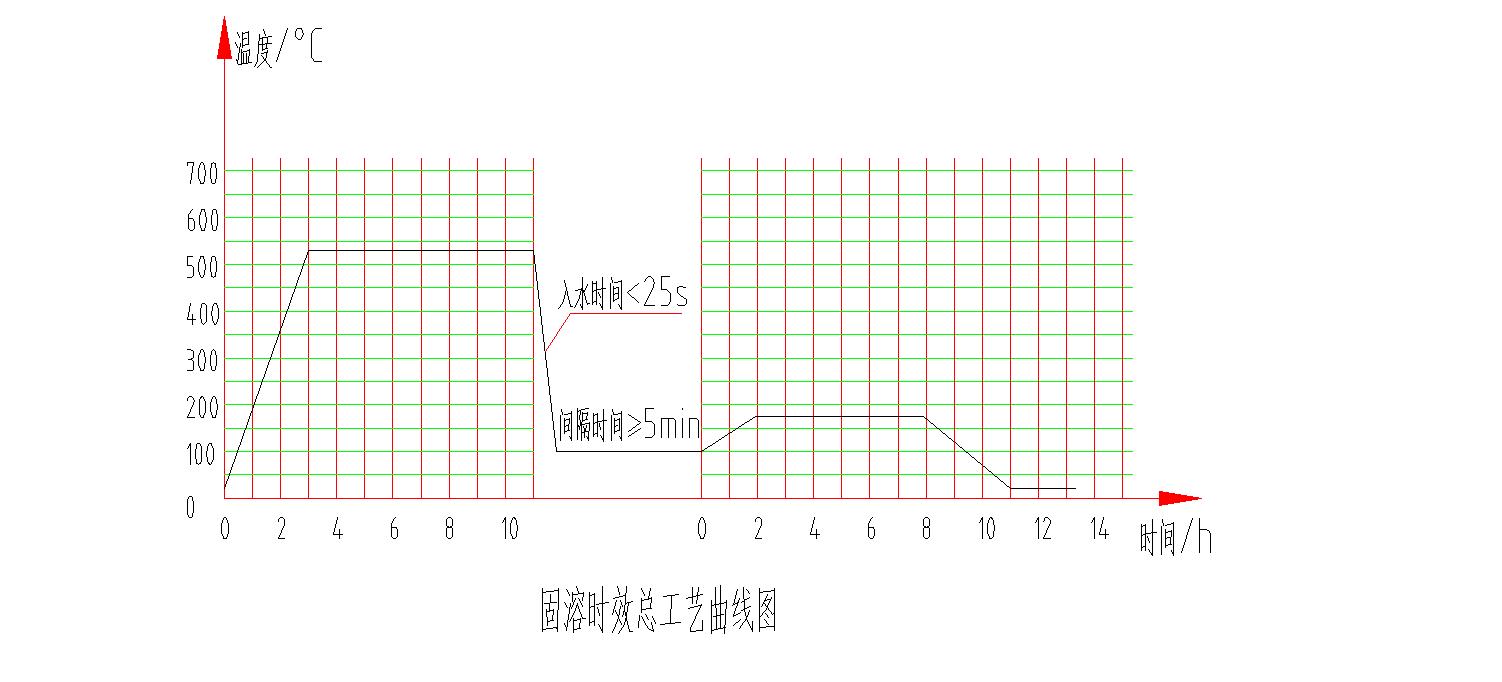
此次客户热处理产品为电机壳体,工艺曲线如下:
|
名称及单位 |
工艺(参数) |
名称及单位 |
工艺(参数) |
|
固溶设定温度 |
530±5℃ |
时效设定温度 |
175±5℃ |
|
升温时间 |
2-3小时 |
升温时间 |
1-2小时 |
|
保温时间 |
6-8小时 |
保温时间 |
4-6小时 |
|
入水时间 |
<25秒 |
出炉冷却 |
空冷 |
|
入水放置时间 |
≥5分钟 |
硬度 |
≥95HB |
|
水温 |
60-100℃ |
延伸率 |
≥2% |
|
摆放间隔 |
≥30mm |
热处理合格率 |
≥99% |
|
合金液工艺要求 |
|||
|
精炼剂精炼 |
锶变质处理 |
氮、氩气除气 |
合金液浇注温度(℃) |
|
( √ )进行 |
( √ )进行 |
( √ )进行 |
730-750 |
我公司生产该系列固溶时效生产线数百台,服务国内铝行业企业数十家,设备质量可靠,工艺成熟完善。我们可以根据客户的要求提供全方位的技术服务,包括工业炉设备选型,免费提供热处理工艺的技术支持,热处理车间套件布局的设计及方案,欢迎广大用户致电武汉电炉有限公司(程经理 18062109688)咨询及指导工作。