


销售热线:139-7163-7109
027-83517356
电子邮箱:1341742080@qq.com
售后服务:15072493299公司厂址:武汉市武湖工业园新华大道3号
计算机自动化控制技术在燃气炉热处理工艺过程的应用 ——工控机PC+PLC控制技术
计算机自动化控制技术在燃气炉热处理工艺过程的应用
——工控机PC+PLC控制技术
利用计算机的存储功能,可将各类工件的最佳热处理工艺存入存储器,当输入热处理工件的参数后,计算机便能自动控制过程。 武汉电炉厂优先于很多企业将计算机应用到了燃气炉的热处理工艺过程中。如:控制气体渗氮、气体渗碳和感应加热表面淬火等工艺过程。计算机控制滴注式气体渗碳的软件程序,它能够准确控制气体渗碳时的加热温度、加热时间、炉内压力及气氛碳势等。使用计算机还可以对多台设备实行群控,既保证热处理质量,又能提高生产效率。由于实现了热处理过程自动化和集中监督,从而消除因操作人员水平不同或其他人为因素引起质量波动,有利于稳定热处理质量。
一、计算机自动控制原理
可以采用工控机PC和可编程控制器(PLC)来实现燃气炉的自动控制,以提高设备运行品质和工件过程的合理、精准性,燃气炉运行自动控制应实现炉内压力、燃烧过程、预热系统和其他机械部分运动状态的自动控制,为了实现高精度炉温控制,宜采用温度信号单烧嘴控制,即每只烧嘴配制一只双芯热电偶,一只热电偶温度信号用于运行控制,另一只热电偶温度信号进行温度曲线记录,从而实现单区域烧嘴调控。
采用工控机作为人机对话和管理层,信号处理及控制过程通过PLC实现,工控机和PLC通过组态软件包联接,控制信号经过放大后,驱动电动执行器中的两相伺服电动机或电磁阀,带动蝶阀或调节阀实现燃烧系统自动控制。在自动控制系统出现故障时,还可以采用电动操作器将伺服机构转换为手动操作,充分保证加热炉安全运行。
二、 武汉电炉厂的计算机控制系统在燃气炉中的应用
系统拥有自动点火程序控制、熄火、回火自动监测保护及报警等多项多层次安全保护措施,燃烧系统由烧嘴、火焰监测器,点火变压器,以及烧嘴智能控制系统构成。
每套高速自控烧嘴都配有烧嘴控制器,与西门子PLC-DCS系统连接。在DCS系统中完成吹扫、点火、大/小切换和火焰检测、熄火保护等功能,现场控制器则完成点火、火检和现场调试等功能。在HMI工作站上均设有显示炉内工况图,可直接操作各烧嘴的点火、小火、大火控制和观察工况并显示燃气压力,风压力,燃气实时流量,累计流量等参数。
各烧嘴都有熄火报警装置,实现自动熄火监控和断电关阀保护功能,一旦烧嘴熄灭火或燃烧不好,DCS控制系统就会立即切断嘴前天然气阀并报警。同时,所有阀门采用电关式,一旦停电就会自动切断阀门,防止产生安全事故。
各烧嘴的开关,大/小火,熄火状态等信号均通过DCS I/O模块传送给上位西门子PLC系统,并在HMI工作站上实行监控。
燃烧控制采用大小火能级PID调节方式。由于采用西门子PLC(精度为16位)控制系统,实现一支热电偶控制一台烧嘴(热电偶布置在烧嘴对侧炉体下部)的最佳控制方案,炉子燃烧系统的波动及惯性极小,炉温的变化趋势平稳,因此,在炉体密封性能好,系统正常的情况下,不论在低温控制区、加热保温后期均能保证控温热电偶的温度均匀性在±10℃间,从而保证有效加热区的温度均匀性达到工艺要求。
当温度调节器(温控器PID)输出信号MV在:0~100%范围变化时,输出分配器根据炉膛温度,将MV值转换为大小火脉冲值。然后,经过脉宽调制器,将控制脉冲发到相应的空/天然气的阀门控制执行机构。最终完成阀门的开/闭。从而达到我们控制炉温的目的。

燃气炉自动控制系统
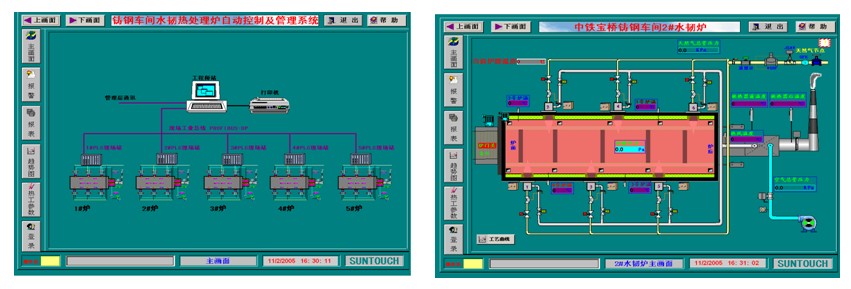
系统总貌画面
安全连锁画面


